
Co-ordinate Measuring Machine (CMM)
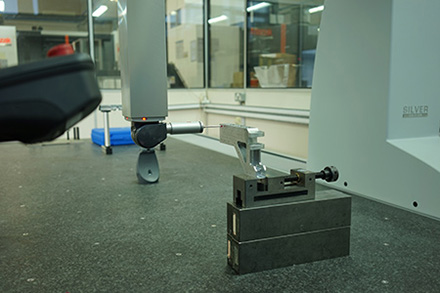
Precision test measuring to check conformance
Where possible, all quality assurance conformance testing is carried out on-site at Supercraft. Each component in a batch will have a “First Article Inspection Report” associated with the item. Supercraft have invested in a computer controlled precision bridge-type measuring system; the DEA GLOBAL Silver Co-ordinate Measuring Machine (CMM). The CMM compares measured dimensions of a part with design data from the CATIA design system or paper based working drawings of the part. The CMM will also measure profiles to test for flatness or parallelism. The DEA GLOBAL Silver Performance is characterised by high accuracy (from 1.9 + L/300µm) which is higher accuracy than typical tollerances specified, together with fast performance for greater productivity. It is the most suitable CMM for users who need to perform a wide variety of metrology operations on a single, flexible and accurate measuring machine.

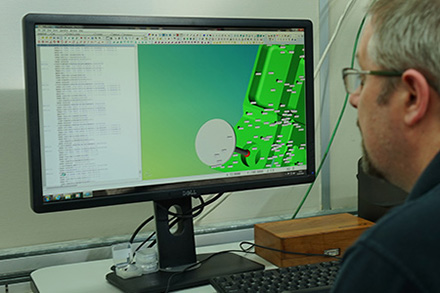
The first stage in measuring a component is to fix the part to the bed and perform a manual allignment by taking a number of quick nominal point co-ordinates on the XYZ planes of the object. This will allow the system to allign the computer model with the physical component and perform a more accurate controlled allignment to set a zero datum point, from which all measurements can be referenced. The scanning head will orientate itself automatically to the surface of the component to perform the main body of measurements. An avoidance parameter can be set of say 5mm, which allows the probe to accelerate up to the surface and then slow down for the “final approach”. Pertinent demensions on the part that need to be within tolerance are measured, such as the bore hole diameter for shrink-fit bushes. The bushes will be cooled in liquid nitrogen before being fitted into the hole where they expand to form a tight fit. These dimensions will be identified for measurement as they need to be accurate to achieve the tight fit. Any deviation is measured and so long as the measurement is within tolerance it is highlighted in green for quick feedback assessment. Occasionally a cutter may wear, in which case the deviation is identified on the CMM and action taken to replace the cutter. A completed measurement report is incorporated into the First Article Inspection which will travel with the component throughout the rest of its journey.
Video of the DEA Silver CMM in Action
« News and Features