
Supercraft Invest in Advanced 5-Axis Machine Centre
Matsuura MAM72-35V

Matsuura MAM72-35V 5-Axis Machine Centre in operation at Supercraft Byfleet site
Supercraft's investment in an advanced integrated close tolerance 5-Axis machining centre brings new unmanned capability. Utilised for batch runs of small components, the integrated machine centre provides longer operation cycles with reduced single component cycle times and reduced material wastage without the need for operator oversight.
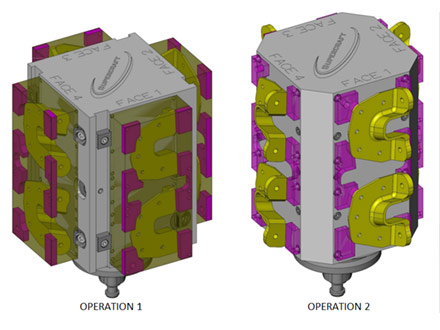
The Matsuura MAM72-35V provides state of the art integration of a multi pallet stacker, tool carousel and close tolerance machining centre. With a maximum single workpiece size of diameter 350mm, height 300mm and pallet size of just ∅130mm, innovative fixture design within this workspace allows multiple components to be machined from a single pallet, reducing wastage and bringing down machine times per component. Efficiency is achieved by clustering multiple components onto a single pallet within a billet of material. The billets are clamped to the 4-sided tombstones mounted to the pallet with one or multiple components machined from the single billet and with up to 4 billets per tombstone, 32 pallets in total can be lined up ready for production.



Matsuura MAM72-35V Auto Tool Changer (ATC)
Machining of each billet will go through a two stage process. First stage machines the underside of the component and material excess for fixing holes ready for stage two. Stage two will see the billet transposed and fixed to the second stage tombstone for bulk material removal and close tolerance fine machining to produce the finished component. Once stage two is complete, a 0.15mm tag of material is all that holds the component to the material excess. The component can then be snapped away by hand ready for deburring. With an operator present, new jobs can be loaded onto the tombstones while the main machining centre is in full flow production, further enhancing production cycles.
Throughout the machining sequence safety is inbuilt to the process, checking automatically for tool breakage and presence of the expected billet on the tombstone. A probe introduced to the tombstone confirms the size and number of billets loaded. In an unmanned operation you do not want the machining centre to be presented with a missing or wrongly positioned billet. For instance, if no billet is loaded onto the tombstone face the program will automatically skip to the next face or cycle on to the next pallet if available. Tools are checked by laser. The system knows the length of each tool in operation, so any breakage of tool will be detected before presentation to the pallet, preventing a chain reaction of catastrophic tool breakage and ruined components. With an additional rack of identical tools, if a breakage is detected a new sister tool will be automatically exchanged for the broken one. The life of a tool can also be pre-programmed, so an auto switch can be performed after a designated machine life span. Standardisation across the family of machined components has resulted in circa 30 tools occupying the tool carousel rack, in addition to this a duplicate rack set will allow for identical tools to be swapped in as necessary. The Automatic Tool Changer (ATC) has 120 tool capacity and is open to expansion up to 320 tools.

Jobs programmed in Openmind hyperMILL CAM software
Jobs are programmed offline with Openmind hyperMILL CAM utilising Catia 2D/3D CAD data supplied by the client. A skilled NC programmer at Supercraft designs the layout of components and decisions are made on how the component is machined from the raw billet. The result of this will be programmed within the CAM system and the job simulated through advanced Vericut software to ensure potential issues are discovered before a single cut is made. The Vericut software predicts machining times and material saved, two huge benefits for this advanced integrated machining system.
The MAM72-35V has direct drive linear motors on the B/C axes to deliver high precision and accuracy along with faster operation and reduction in non-cutting time. Sustained longer tool life is achieved through dynamic thrust & acceleration along the B/C axes, with ultra-fast deceleration just before material is cut. To illustrate the High Speed machining process, during roughing operations, if the ∅50.0 shell mill was to cut a single straight line then an impressive 6m length will be machined every minute at a 3.0mm depth of cut. The MAM72-35V is capable of machining a vast spectrum of materials, including hardened steel, titanium and aluminium. To enhance operation cycles further without operator oversight, a LANG Clean-Tec chip fan is deployed to clear both work piece and tombstones of swarf. Waste is then lifted by conveyor and disposed into an external bin, ready for recycling.
Supercraft are ramping up production of a number of varied small components in a closely supervised manner and are excited by the prospect ahead for increased production efficiency; all designed to provide clients with a superior engineering capability and reduced time from order.



« News and Features